Доставка
 Самовывоз
Самовывоз Транспортная компания
Транспортная компания
Оплата и гарантии
 Наличными
Наличными Безналичный расчет
Безналичный расчет



Характеристики и описание
Основные
| Метод плазменного сваривания | Воздушно-плазменный |
|---|---|
| Тип плазменного сваривания | Ручной |
| Страна производитель | Россия |
| Максимальная толщина свариваемых деталей | 100 мм |
| Производитель | KRASS |
| Гарантийный срок | 6 мес |
Пользовательские характеристики
| Присоединительные размеры штуцеров, для горючего газа | М16х1, 5LH |
|---|---|
| Расход, м3/ч, ацителена | 1,1/1,2 |
| Расход, м3/ч, кислорода при работе на ацителене | 13.1 |
| Присоединительные размеры штуцеров, для кислорода | М16х1,5 |
| Мундштук внутренни | № 4 |
| Давление на выходе, МПа -кислорода | 0.65 |
| Масса резака, кг, не более | 0.94 |
| Давление на выходе, МПа -ацетилена | 0,01-0,1 |
| Толщина разрезаемой стали, мм | 50-100 |
| Расход, м3/ч, кислорода при работе на пропане, природном газе | 15.6 |
| Внутренний диаметр присоединительных рукавов, мм | 6,3/9 |
| Длина резака, мм, не более | 768 |
| Расход, м3/ч, пропан-бутана | 1,43-1,62 |
| Давление на выходе, МПа -пропан-бутана | 0,01-0,1 |
| Мундштук наружный | № 1 |
Газовая или газоплавильная сварка, также газосварка — процесс, при котором плавление основного и присадочного материала происходит в пламени открытой горелки. Поддержание пламени горелки осуществляют подачей одного или нескольких горючих газов или жидкостей в смеси с кислородом. Пламя может бытьокислительным или восстановительным, это регулируется количеством кислорода. В зависимости от состава основного металла выбирают состав присадочных прутков; а в зависимости от толщины основного металла — диаметр.
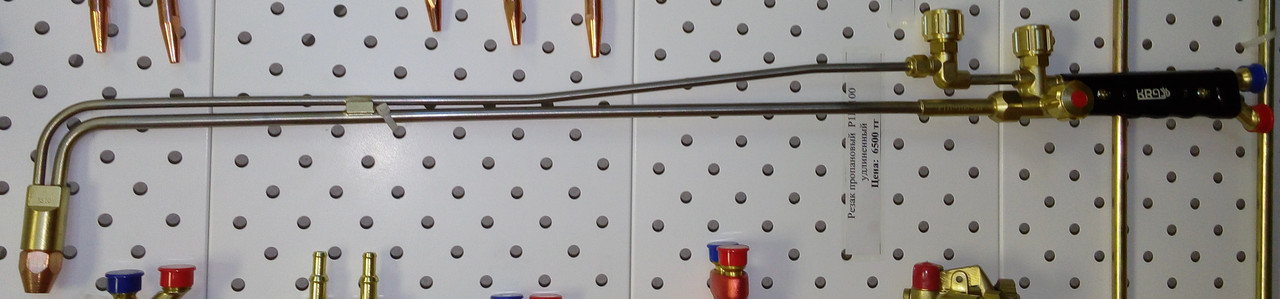
Резаки инжекторные предназначены для ручной газокислородной резки (раскроя) листового и сортового металла из низкоуглеродистых сталей толщиной до 100 мм.
Р1П-100- для работы на пропан-бутане или природном газе
Преимущества
- Европейский дизайн
- Улучшенная вентильная конструкция
- Дополнительные фильтры
- Металлическая ручка
- Разделение по цвету: Черная ручка-пропан, красная ручка-ацетелен
- Стальные трубки наконечника-более устойчивы к обратному удару
- Российские стандарты мундштуков, единые для всей серии наших резаков
- Универсальный ниппель для присоединения рукавов д. 6,3 или9 мм
- Комплект 1 шт наружного и 4-х штук внутреннего мундштуков
- Индивидуальная картонная коробка гарантирует сохранность манометров редуктора при транспортировке и хранении на складе
- Полный сервис
- Наличие запчастей
Отзывы о товаре
0
Еще не было отзывов о товаре у этого продавца
